Aluminum: Experience in Application
What you should know about welding aluminum.
In recent years, the use of aluminum in manufacturing has become more prevalent because of its light weight and other attributes that make it an attractive alternative to steel. In fact, the aluminum welding market is expected to grow at a rate of 5.5 percent annually based primarily on the assumption that the automotive industry will continue to increase its use of aluminum.
But, those experienced in the welding of steel will find aluminum to be a different breed – the normal welding characteristics of steel don’t always apply to aluminum. For example, aluminum’s high thermal conductivity and low melting point can easily lead to burnthrough and warpage problems if proper procedures are not followed.
In this article, we will first take a look at various alloying elements and how they affect aluminum; then we will turn our attention to welding procedures and the parameters that will create the best quality weld. Lastly, we will examine some new technology breakthroughs that make welding aluminum a little easier.
Alloying Elements
To understand aluminum, you must first understand some basics about aluminum metallurgy. Aluminum can be alloyed with a number of different elements, both primary and secondary, to provide improved strength, corrosion resistance and/or general weldability.
The primary elements that alloy with aluminum are copper, silicon, manganese, magnesium and zinc. But, before we examine them in detail and what they bring to aluminum, it is important to note that these alloys fall into two classes: heat-treatable or nonheat-treatable.
Heat-Treatable vs. Nonheat-Treatable Alloys
Heat-treatable alloys are those that can be heated after welding to regain strength lost during the welding process. To heat-treat an alloy means heating it at a high temperature, putting the alloying elements into solid solution and then cooling it at a rate which will produce a supersaturated solution. The next step in the process is to maintain it at a lower temperature long enough to allow a controlled amount of precipitation of the alloying elements.
With the nonheat-treatable alloys it is possible to increase strength through cold working or strain hardening. To do this, a mechanical deformation must occur in the metal structure, resulting in increased resistance to strain, producing higher strength and lower ductility.

Further Distinctions
To further designate aluminum alloys, they can also be classified by a temper designation which are as follows: F = As fabricated, O = Annealed, H = Strain hardened; W = Solution heat-treated and T = Thermally treated, which can designated heat treatment, or cold working aging. For example an alloy may carry the designation of 2014 T6. This means that it is alloyed with copper (2XXX series) and the T6 refers to the fact that it is solution heat-treated and artificially aged.
For purposes of this article, we will discuss wrought alloys, which are those aluminum alloys that are rolled from ingot or extruded with customer specified shapes. But please note that alloys can also be divided into cast alloys. Cast alloys are those used to manufacture parts from molten alloys of aluminum poured into molds. Cast alloys are precipitation hardenable but never strain hardenable. The weldability of these alloys is affected by casting type – permanent mold, die cast, and sand – since the casting surface is critical to welding success. A three-digit number, plus one decimal i.e. 2xx.x designates the cast alloys. Weldable grades of aluminum castings are 319.0, 355.0, 356.0, 443.0, 444.0, 520.0, 535.0, 710.0 and 712.0.
Alloying Elements
Now, that you understand some of the terminology, let’s take a look at the different alloying elements:
Copper (which carries a wrought alloy designation of 2XXX series) provides high strength to aluminum. This series is heat-treatable and mainly used in aircraft engine parts, rivets and screw products. Most 2XXX series alloys are considered poor for arc welding because of their sensitivity to hot cracking. These alloys are generally welded with 4043 or 4145 series filler electrodes, which have low melting points to reduce the probability of hot cracking. Exceptions to this are alloys 2014, 2219 and 2519, which are easily welded with a 2319 filler wire.
Manganese (3XXX series) added to aluminum yields a nonheat-treatable series used for general-purpose fabrication and build-up. Moderate in strength, the 3XXX series is used for forming applications including utility and van trailer sheet. It is improved through strain hardening to provide good ductility and improved corrosion properties. Typically welded with 4043 or 5356 electrode, the 3XXX series is excellent for welding and not prone to hot cracking. Its moderate strengths do prevent this series from being used in structural applications.
Silicon (4XXX series) reduces the melting point of aluminum and improves fluidity. Its principle use is as filler metal. The 4XXX series has good weldability and is considered a nonheat-treatable alloy. Alloy 4047 is becoming the alloy of choice in the automotive industry, as it is very fluid and good for brazing and welding.
Magnesium (5XXX series), when added to aluminum, has excellent weldability with a minimal loss of strength and is basically not prone to hot cracking. In fact, the 5XXX series has the highest strength of the nonheat-treatable aluminum alloys. It is used for chemical storage tanks and pressure vessels at elevated temperatures as well as structural applications, railway cars, dump trucks and bridges because of its corrosion resistance. It looses ductility when welded with 4XXX series fillers due to formation of Mg2Si.
Silicon and Magnesium (6XXX series) combine to serve as alloying elements for this medium-strength, heat-treatable series. It is principally used in automotive, pipe, railings, structural and extruding applications. The 6XXX series is somewhat prone to hot cracking, but this problem can be overcome by the correct choice of joint and filler metal. This series can be welded with either 5XXX or 4XXX series without cracking – adequate dilution of the base alloys with selected filler alloy is essential. A 4043 electrode is the most common for use with this series.

Zinc (7XXX series) added to aluminum with magnesium and copper produces the highest strength heat-treatable aluminum alloy. It is primarily used in the aircraft industry. The weldability of the 7XXX series is compromised in higher copper grades, as many of these grades are crack sensitive (due to wide melting ranges and low solidus melting temperatures.) Grades 7005 and 7039 are weldable with 5XXX fillers.
Other elements (8XXX series) that are alloyed with aluminum (i.e. lithium) all fall under this series. Most of these alloys are not commonly welded, though they offer very good rigidity and are principally used in the aerospace industry. Filler metal selection for these heat-treatable alloys include the 4XXX series.
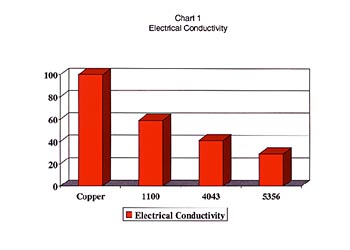
Pure Aluminum (1XXX series), though not an alloying element, is considered nonheat-treatable and is used primarily in chemical tanks and piping because of its superior corrosion resistance. This series is also used in electrical bus conductors because of its excellent electrical conductivity. 1XXX series are easily welded with 1100 and 4043 alloys.
In addition to the primary aluminum alloying elements, there is a number of secondary elements, which include chromium, iron, zirconium, vanadium, bismuth, nickel and titanium. These elements combine with aluminum to provide improved corrosion resistance, increased strength and better heat treatability.
Physical Properties
Now that you have a basic background on aluminum metallurgy, we will move into the physical properties of base metal aluminum and how it compares to other metals, primarily steel.

The reason why aluminum is becoming specified for so many jobs is its physical properties. For instance, aluminum is three times lighter than steel and yet offers higher strength when alloyed with the right elements. It can conduct electricity six times better than steel and nearly 30 times better than stainless steel. This high electrical conductivity makes the effect of electrical stick-out in GMAW (Gas Metal Arc Welding) less significant when compared to steel (we will cover this concept in more detail later in this article.)
In addition, aluminum provides excellent corrosion resistance, is easy to shape and join, and also is non-toxic for food applications. Since it is non-magnetic, arc blow is not a problem during welding. With a thermal conductivity rate that is five times higher than steel and being less viscous, aluminum can easily be welded out-of-position. Aluminum does have its drawbacks, though, since its high thermal conductivity tends to act as a heat sink making fusion and penetration more difficult.
Since aluminum has a low melting point 1,200 degrees F (half that of steel) for the same wire size, the transition current for aluminum is much lower than it is for steel. Also, for the same welding current, the burn-off rate is about twice that of steel.
Chemical Properties
In terms of chemical composition, aluminum has a high maximum solubility for hydrogen atoms in the liquid form and a low solubility at the solidification point. This means that even a small amount of hydrogen dissolved in the liquid weld metal will tend to escape as the aluminum solidifies and porosity is likely to occur – a great cause of concern during the welding process.
Also, aluminum combines with oxygen to form an aluminum oxide layer instantaneously as it is machined. This layer is very porous and can easily trap moisture, oil, grease and other materials. The oxide provides excellent corrosion resistance, but must be taken off before welding as it prevents fusion due to its high melting point (3700 degrees F). Mechanical cleaning, solvents, chemical etching and purging are used to take off the oxide layer.

Mechanical Properties
Mechanical properties such as tensile strength, yield and elongation are affected by the choice of aluminum base and filler alloys. For groove welds, the Heat Affected Zone (HAZ) dictates the strength of the joint. In nonheat-treatable aluminum alloys, the HAZ will be completely annealed and the HAZ will be the weakest point. Heat-treatable alloys require much longer periods at annealing temperatures combined with slow cooling to completely anneal them so that weld strength is less affected. Such items as preheating, lack of interpass cooling, and excessive heat input from slow, weaving weld passes all increase peak temperature and time at temperature, which means minimum strength levels might not be met.
For fillet welds, strength is dependent on the composition of the filler alloy used to weld the joint. In structural applications, the selection of 5XXX instead of 4XXX series filler can provide twice the strength

The nonheat-treatable alloys offer excellent ductility when using matching fillers, though lower ductility results from welds made with 4XXX series. Heat-treatable alloys do not exhibit high ductility, and post-weld heat treatments generally reduce ductility.


Taking Metallurgy to the Next Level
Now that we have some background on aluminum metallurgy, we now want to apply that knowledge to the actual welding of the alloy. To do this, we will first take a look at technology that produces outstanding welding characteristics on aluminum, combating common problems such as poor penetration, high spatter levels, burnthrough and porosity.
Today’s quick response inverters using Lincoln’s patented Waveform Control Technology™ precisely control welding waveforms for more efficient control of droplet transfer. This reduces the amount of spatter caused by the low density of aluminum while a high-energy pulse peak insures proper penetration.
In addition, since variations in chemistry dramatically change an alloy’s physical properties, these custom waveforms can be designed for specific alloys to best suit the physical properties of what is being welded.
Because aluminum has a high maximum solubility for hydrogen in its liquid state and a low solubility at its solidification point, pulsing output waveforms are further designed to minimize arc length by trimming the output as low as possible and reduce the likelihood of porosity.
Lincoln has recently taken custom waveforms to the next level with Wave Designer Software®. The software allows welding engineers and operators to manipulate and modify welding waveforms on their PCs as communicated from welding equipment in real time. This creates high quality, tailored performance, when used in conjunction with inverters.
New Welding Methods
The use of Constant Current power sources for the gas metal arc welding of aluminum has a long and very successful history. The use of “drooper” output has assisted in the delivery of a high energy axial spray transfer mode for aluminum that responds evenly and consistently with the proper welding current despite changes in arc length. The result of constant current is consistent penetration throughout the length of a given weld.
The evolution of the control of the arc has lead recently to the development of software controlled inverter power sources. The use of software to “optimize” arc characteristics for aluminum GMAW has been taken to a new level at Lincoln Electric and it is known as Waveform Control Technology. A modified constant current output is employed in a very high speed synergic pulsed output that incorporates many of the benefits of Constant Current GMAW for Aluminum. These benefits include the high energy input that occurs during the pulse peak. The pulse peak helps to provide a consistent penetration profile throughout the length of a given weld and the advantages of pulsing also includes reduced spatter levels, improved puddle fluidity with an increase in effective travel speeds, and reduced heat input and lower distortion levels.
Lincoln Electric’s Waveform Control Technology™ takes pulsing to the next level. This technology allows welding waveforms to be manipulated to form the “perfect”, user defined, waveform for a particular application. This Waveform Control Technology and the tailoring it provides, can be found in highly developed software such as that found in Lincoln’s Power Wave inverter power sources. The Power Wave can be utilized in either one of two ways. Operators can select pre-programmed waveforms for welding aluminum or, engineers can create their own tailored, waveforms using Lincoln’s Wave Designer Software. These waveforms, which are created on a PC, can be programmed into the Power Wave.
Anatomy of a Waveform
But what exactly is the waveform control technology provided by Wave Designer Pro? With this technology, the power source responds to changes demanded by the software instantaneously. Keep in mind that the “waveform” is the means for determining the performance characteristics of a single molten droplet of electrode. The area under the waveform determines the amount of energy applied to that single droplet. Current is raised to a level higher than the transition current for spray transfer for a few milliseconds. During this time the molten droplet is formed, detached, and it begins its excursion across the arc. Additional energy can now be applied to the molten droplet during its descent that allows it to maintain its fluidity or increase its fluidity. The pulse is now moving to a low background current that sustains the arc which cools the cycle but prepares for the advancement to the next pulse peak.
Lets look at the waveform in detail. The front flank (A) is the rise to peak, measured in amps per millisecond, where the molten droplet is formed at the end of the electrode. As the molten droplet reaches peak it detaches. A percent of current “Overshoot”, (B), provides arc stiffness and it assists with the detachment of the molten droplet from the end of the electrode. The time spent at peak, (C) determines the droplet size; less time results in larger droplets and more time results in smaller droplets. From here the detached molten droplet is affected by energy supplied by the rear flank. The rear flank is comprised of tailout, (D), and stepoff, (E). Tailout can add energy to the molten droplet if it is increased. It can assist with puddle fluidity especially when the tailout speed is decreased. Stepoff is the place where tailout ends but it has impact on the stability of the anode and manipulation of stepoff can result in the elimination of fine droplet overspray. From this point the waveform moves to the background current, (F), where the arc is sustained. The time at the background current as it decreases has the effect of increasing the pulse frequency. The higher the pulse frequency, the higher the average current will become. Increasing frequency will result in a more focused arc.
Superimposed, in a selective fashion, over the waveform is the “Adaptive” characteristic of synergic pulsed GMAW. Adaptive, or, adaptivity refers to the ability of the arc to maintain a specific length despite changes in electrical stickout. This is an important enhancement for weld bead consistency and sound weld metal.
Process Optimization via Manipulating Waveforms
Manipulating the waveform can have a predictable effect on travel speeds, final weld bead appearance, post weld cleanup and welding fume levels. The real beauty in the manipulation of the waveform in Wave Designer Pro is how easy it is to create a visual appearance for the waveform. The user can then make real-time “drag and drop” changes in a PC Windows™ environment while the arc is running. Real time changes, or the arc can be viewed on a five channel ArcScope where Current peaks, Voltage Peaks, Power, and heat input calculations can be instantaneously viewed. The ArcScope samples data at a rate of 10KHz and is a valuable, optional-addition to the Wave Designer Software. The ArcScope gives the engineer a visual compilation of the created waveform. Critiques can be made and adjustments can then be made to further optimize the Waveform.
On thin, .035”, aluminum base materials, we can reduce heat input, reduce distortion, eliminate spatter, eliminate cold lap, and eliminate burn-throughs with the use of Waveform technology. This has been done repeatedly in applications that can benefit from pulsed GMAW. Welding programs can be created that will apply to a very specific range of wire feed speeds and/or currents or they can be created to follow a very wide range of material thicknesses with a broad range of wire feed speed.
Conclusion
Aluminum has many attractive attributes that make it the material of choice for a host of applications, although it can be different to weld. But, with a good understanding of metallurgy and the latest tools and technology on the market, aluminum can be dealt with successfully.